- トップ
- /
- CASE
CASE
お困りごとの事例を
イラストでご紹介
















Product
製品紹介
-

-
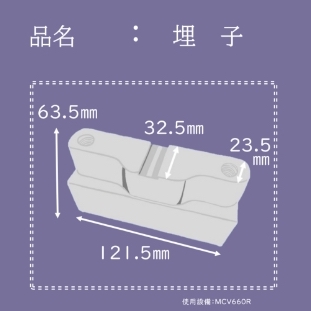
材料
S45C
-
加工法
2条ネジの旋盤加工とフライス加工になります。
-
ポイント
旋盤とフライス加工の位置関係が重要です。
詳しくはこちら
-
-
-
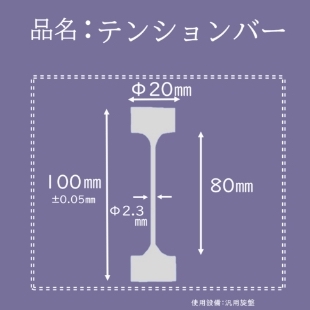
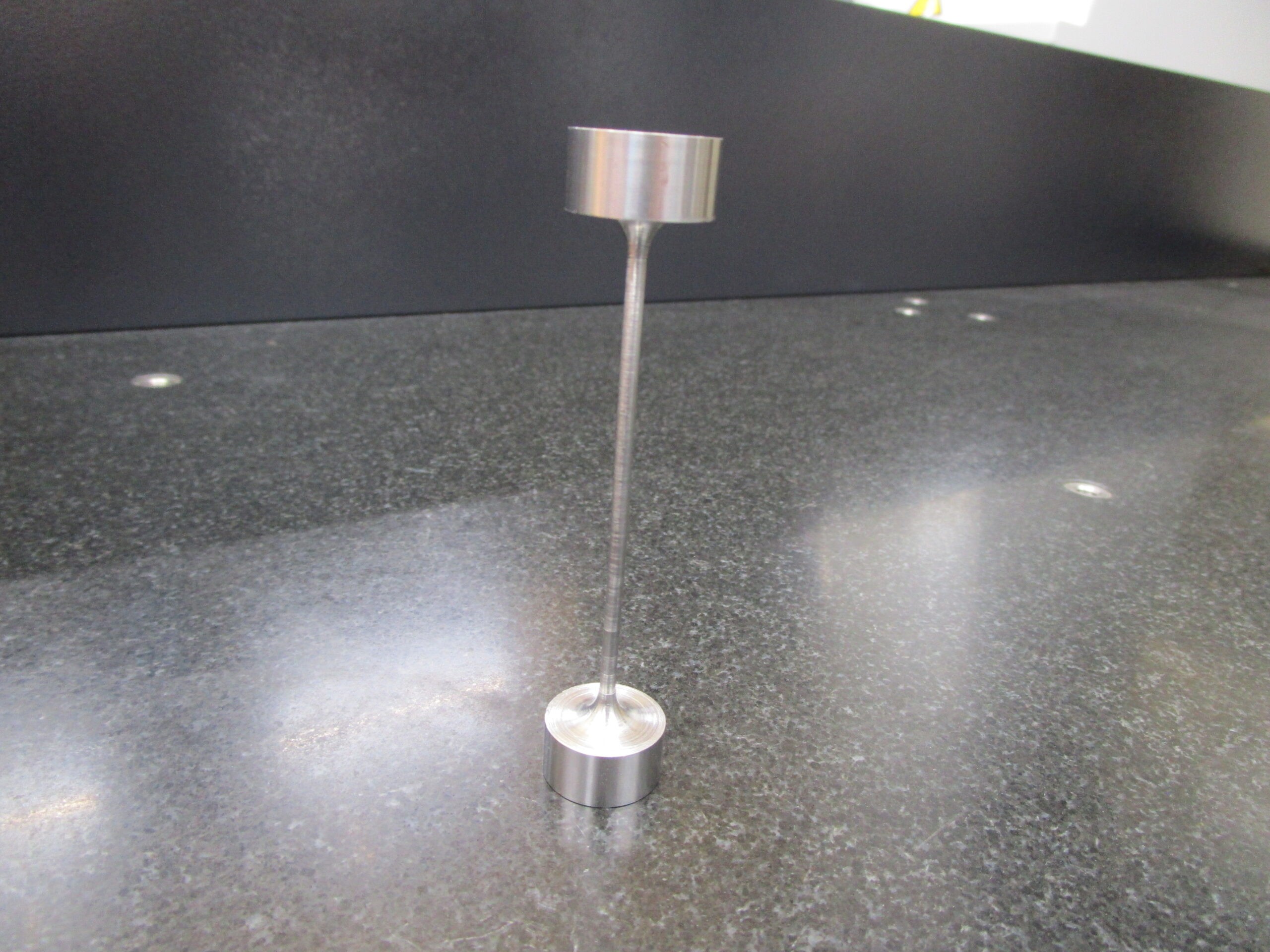
材料
SUS304(ステンレス)
-
加工法
旋盤で削って折れないように細くしていきます
-
ポイント
平行度、平面度、直角度、同軸度が厳しいのでクランプ方法がミソです。
詳しくはこちら
-
-
-
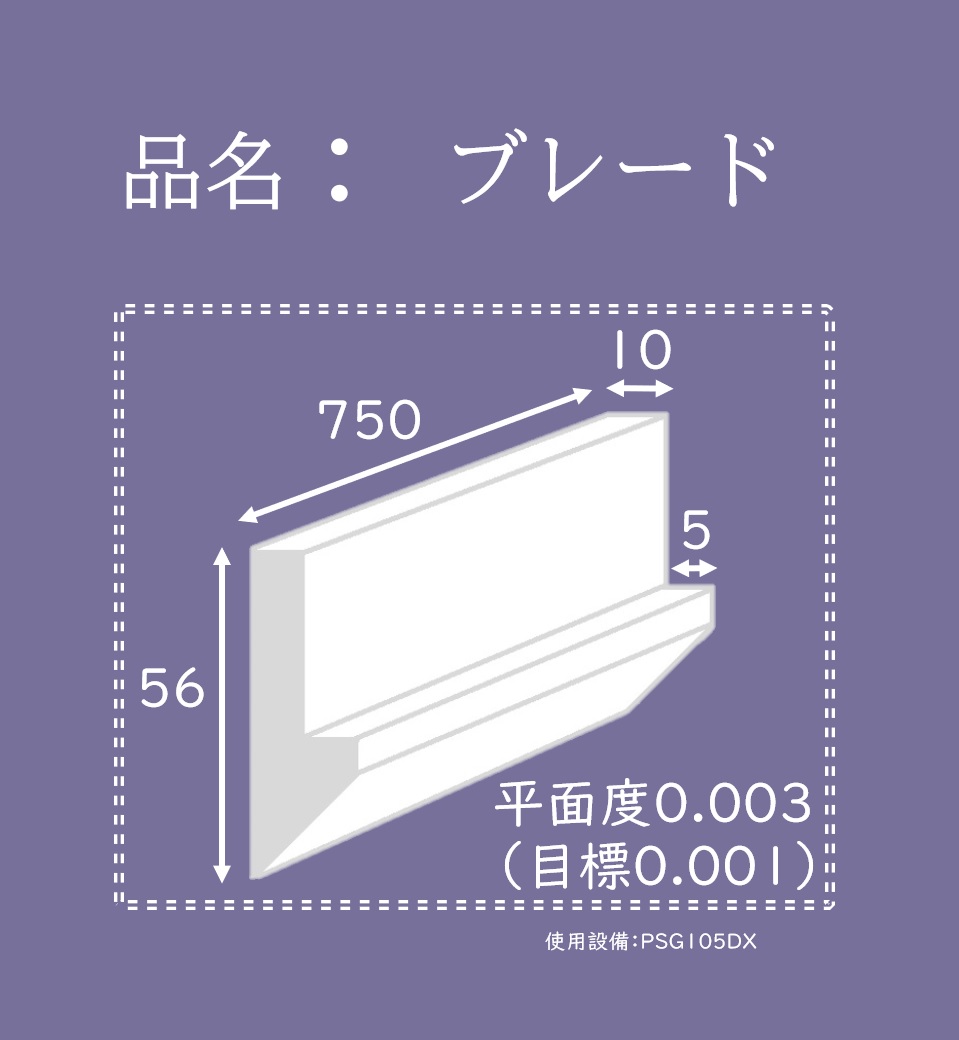
材料
SUS630(ステンレス)
-
加工法
平面研削盤で研磨してソリを取っていきます。
-
ポイント
表裏繰り返し研磨してソリをなくしていきます。クランプ方法と砥石の切れ味がミソとなります。
現状0.005です。再度トライします。
詳しくはこちら
-
-
-
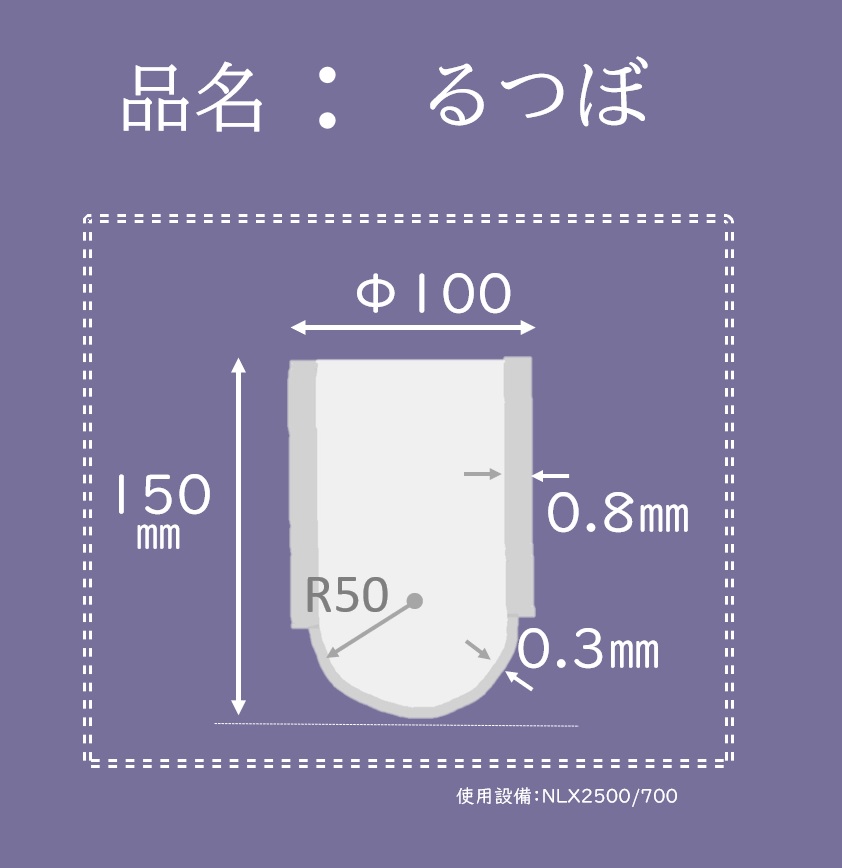
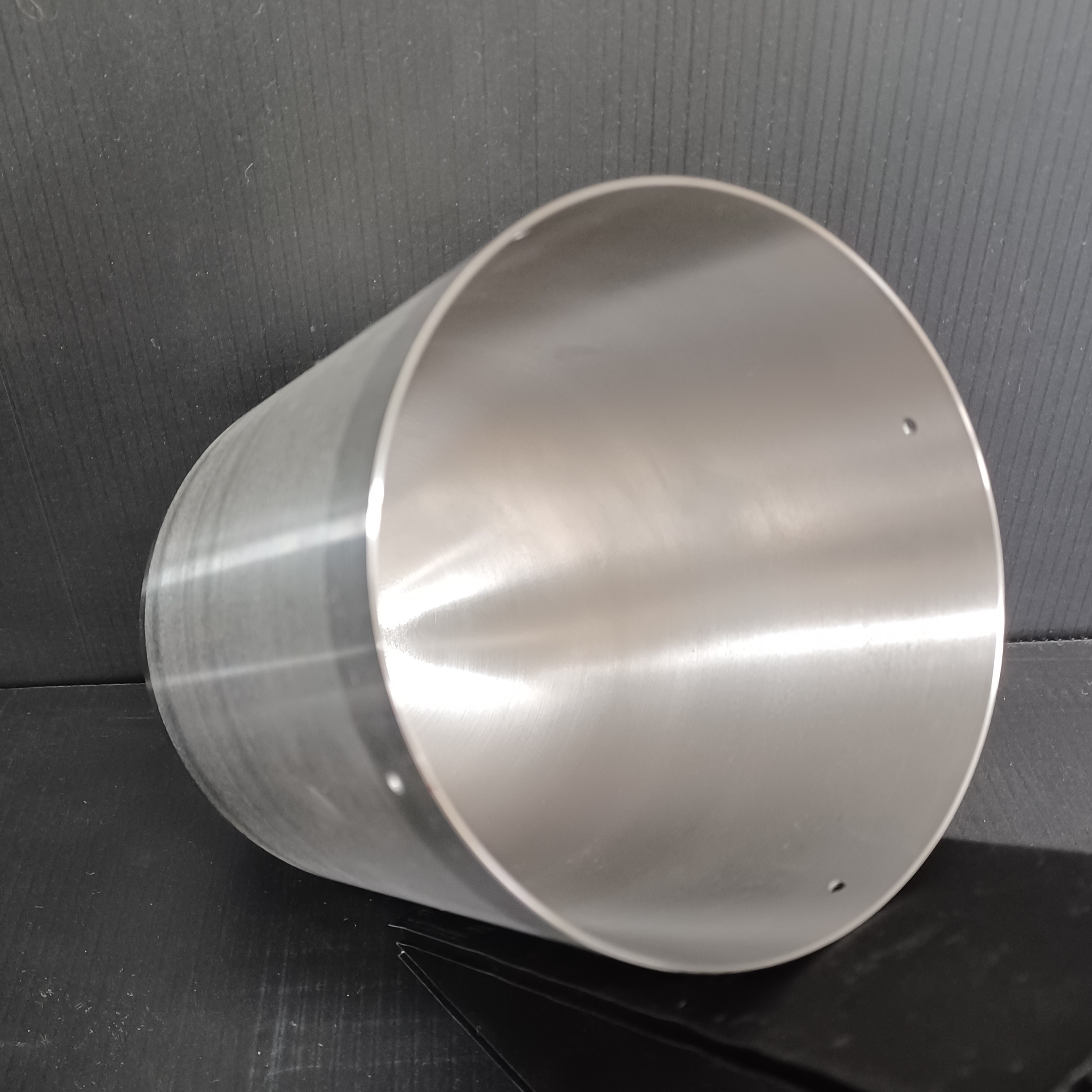
材料
ハステロイ
-
加工法
無垢材から旋盤で削りだしています。
-
ポイント
厚みが薄いので破れないように治具を作ります
詳しくはこちら
-
-
-
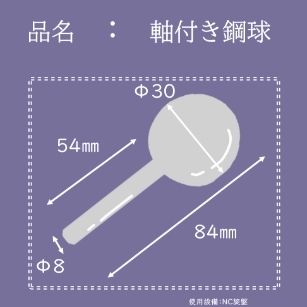
材料
SUS304(ステンレス)
-
加工法
球に穴あけし、シャフトを取り付ける。
-
ポイント
球の中心に振れなく取付穴をあける。
詳しくはこちら
-
-
-
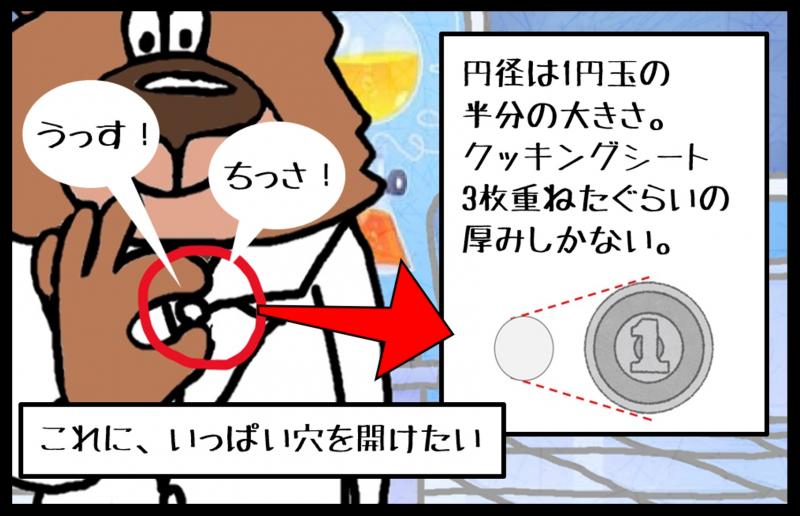
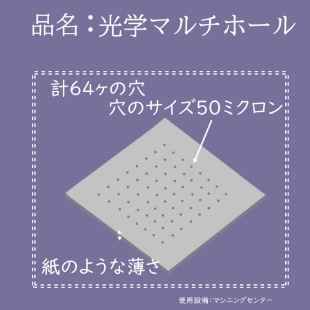
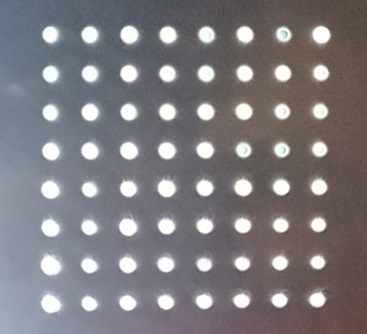
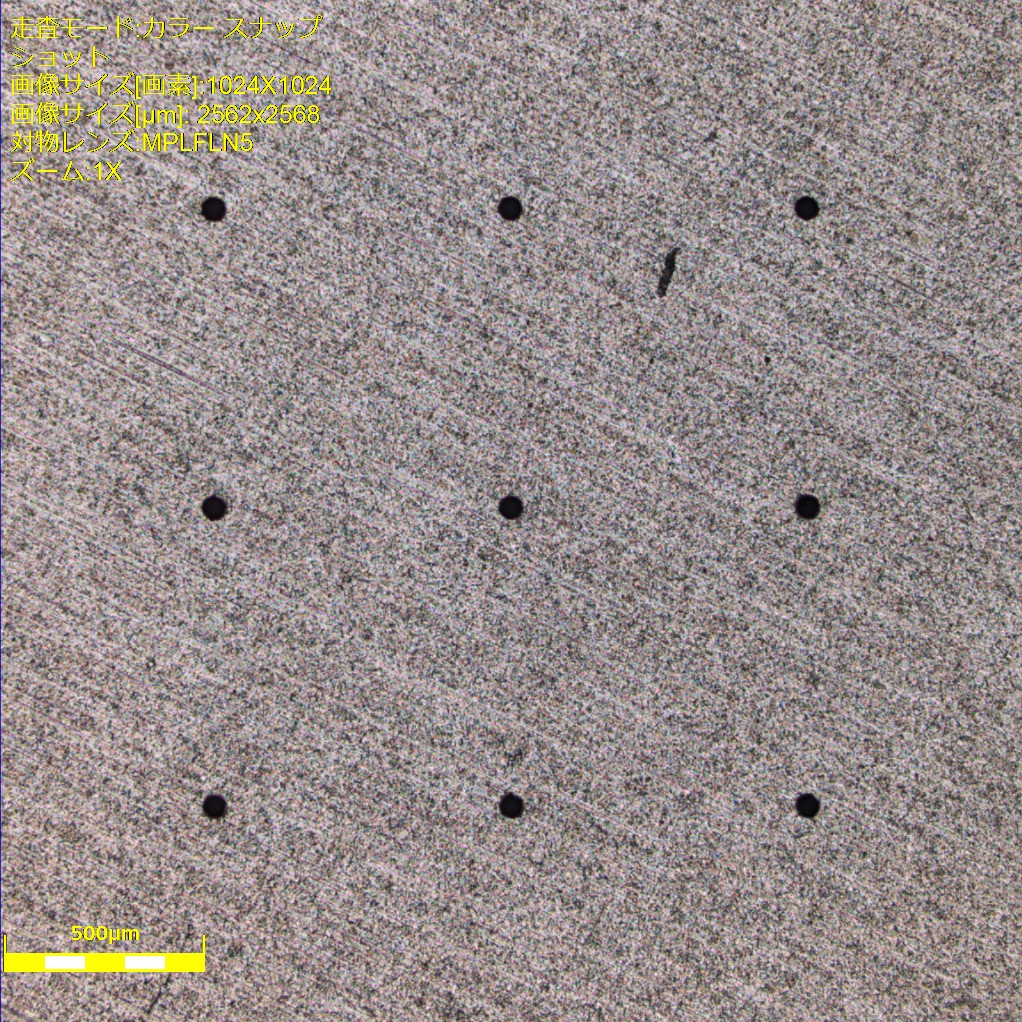
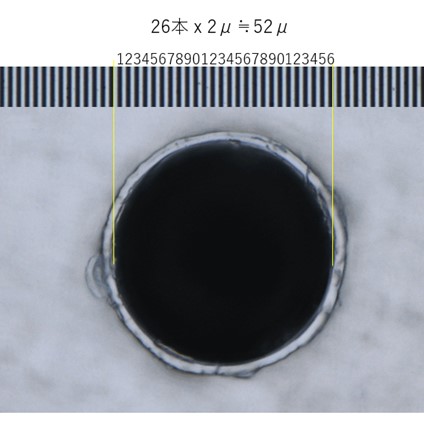
材料
SUS304(ステンレス)厚み0.05㎜
-
加工法
ドリルで穴あけ
-
ポイント
クランプがネックになりました。
詳しくはこちら
-
-
-
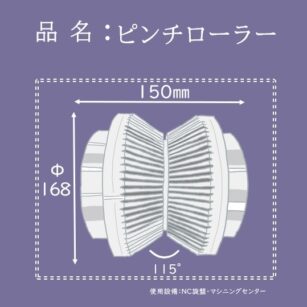
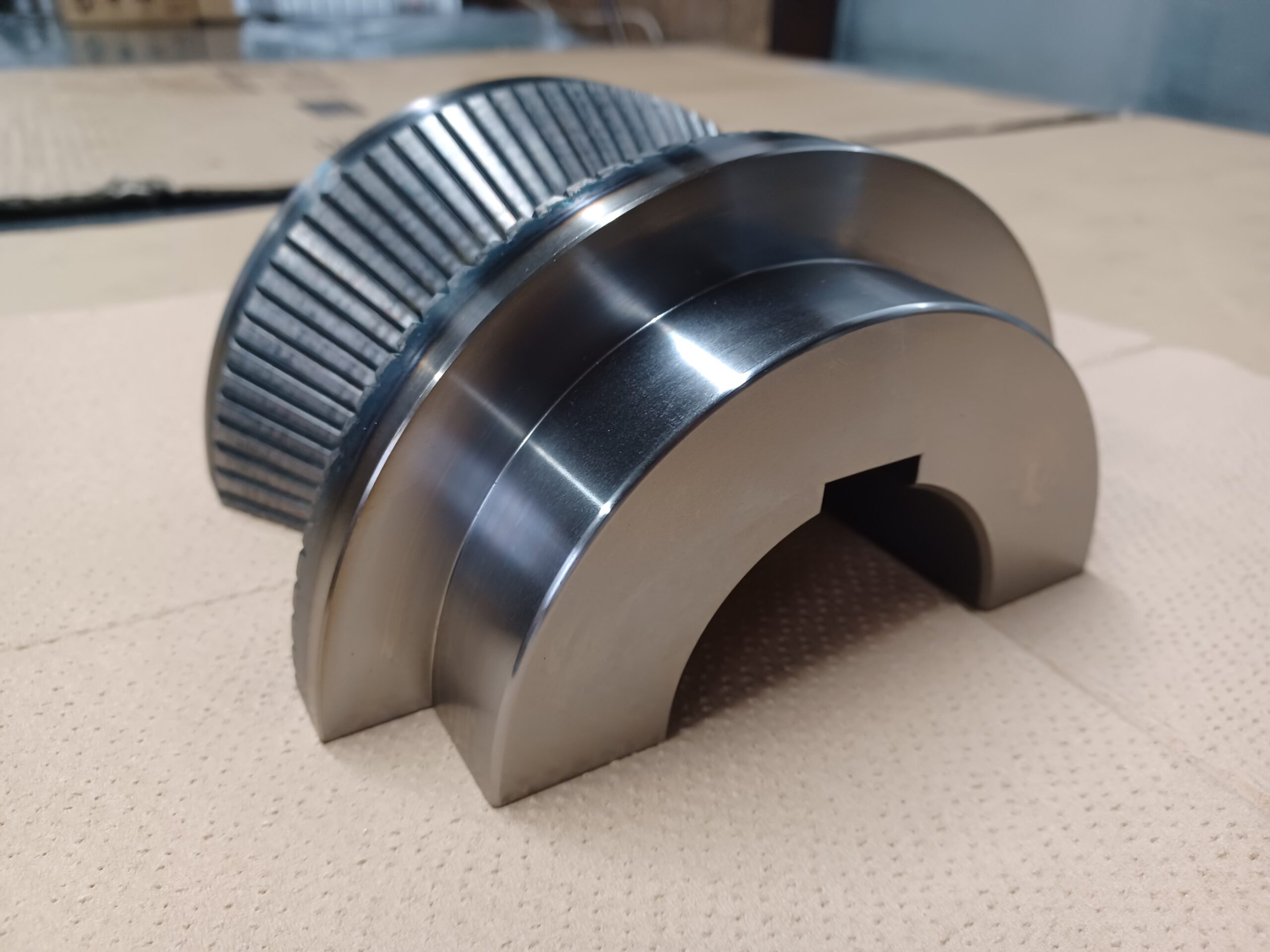
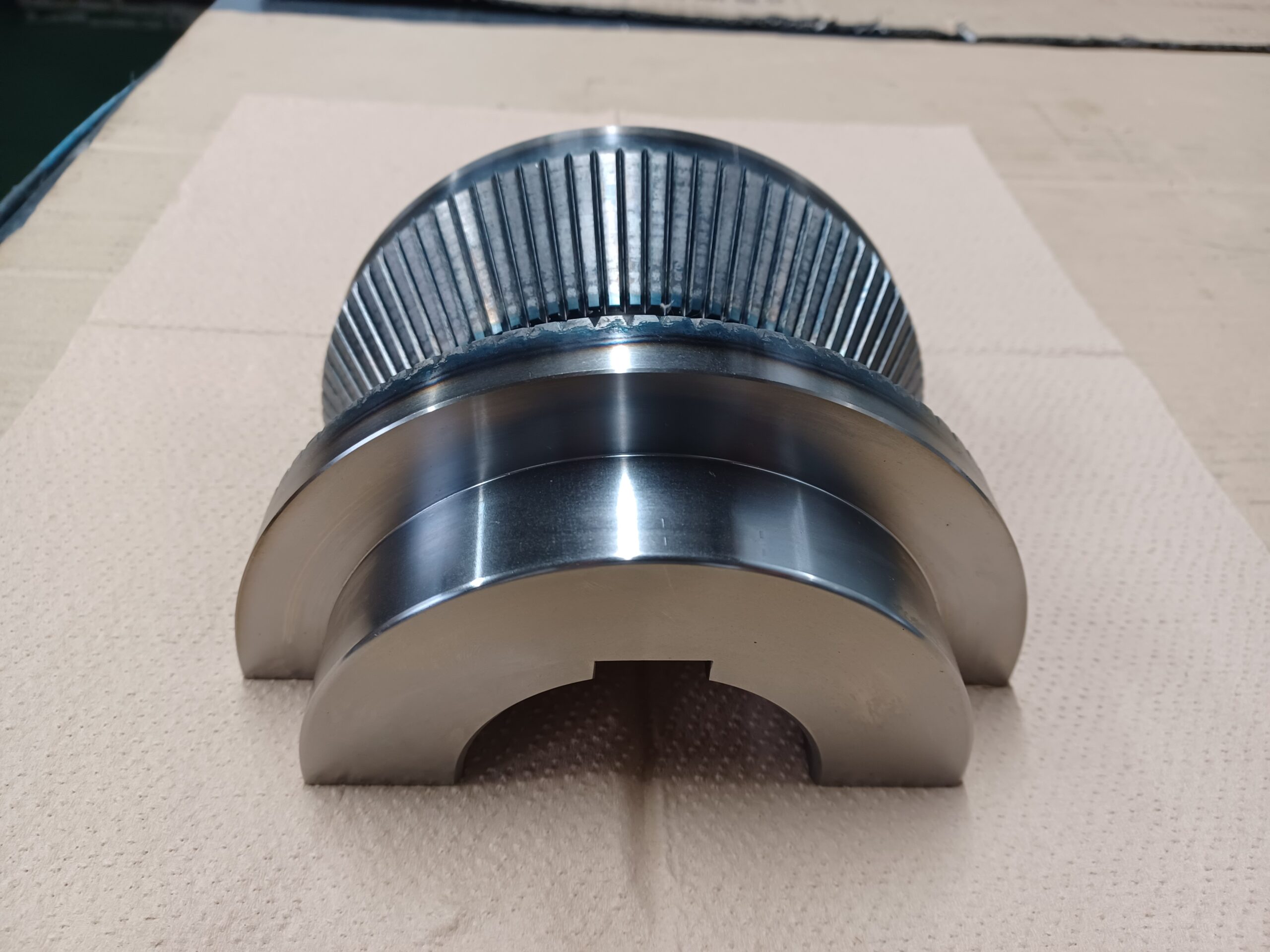
材料
S45C
-
加工方法
V溝を1ヶ所ずつ丁寧に加工します。V溝に焼き入れをして耐摩耗性を上げています。
-
ポイント
ベルトが取り付くV部の溝が決め手です。
詳しくはこちら
-
-
-
材料
FDAC
-
加工法
円と円の接合形状なのでCADCAMでプログラムを作りM/Cで加工
-
ポイント
R形状に公差があるのでその分を考慮してプログラムを作る
詳しくはこちら
-











MORE